
Производство на електрически машини в България
Автор: инж. Станислав Запрянов
(ОБЗОРНА СТАТИЯ)
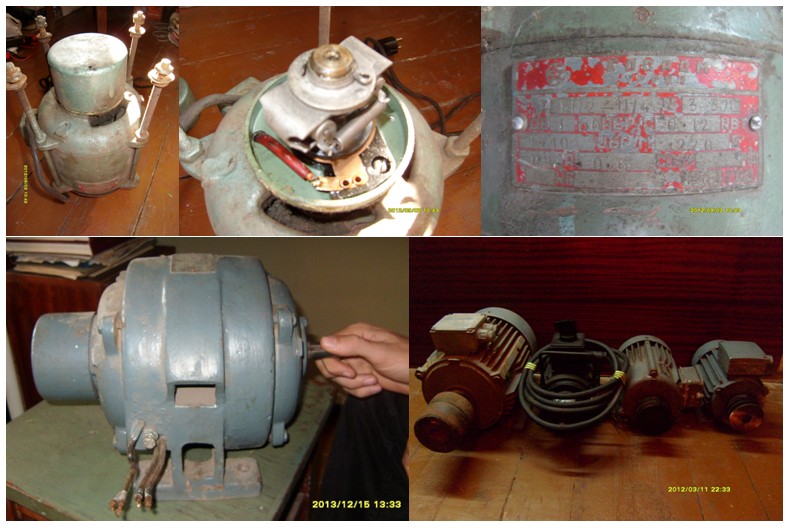
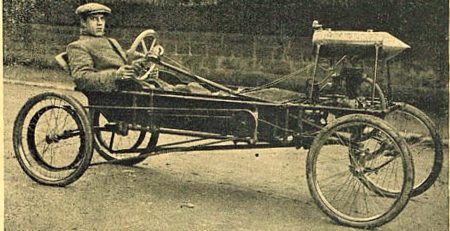
В началото – по царско време – бяха малките фабрики и бобиньорските работилници. Те бяха заети с ремонта на тогавашните ел. мотори и трансформатори, които се срещаха в съществуващото производство в страната – мотори на стругове, станове, мелници, помпи, циркуляри, шмиргели и др. Тези мотори бяха почти изключително вносни – на фирми като AEG, Siemens – Schuckert, Neufeldt & Kuhnke, ASEA и др. Бяха с малки мощности (най-много по няколко десетки киловата) и с най-разнородни конструкции и параметри. С течение на времето тези фабрики и работилници, които успяха да се утвърдят и окрупнят, се сдобиха с необходимото оборудване да извършват ремонт на машини с тежки механични повреди като спукани корпуси, скъсани и изкривени валове, разлистени пакети. Това означаваше възможност да се правят тънки чугунени отливки, наличие на големи и прецизни преси, големи и качествени стругове, щанци и т.н. – изобщо всичко необходимо да се създаде машина практически от осовата линия, както се казва. Там, където всичко това се оказа налице едновременно, започна и производство на неголеми машини за нуждите на отделни майстори и предприятия. В онези дни нямаше големи цехове и тежка индустрия, затова не можеше да става и дума за серийно производство. Произведените двигатели бяха направени на базата на европейските образци и според тогавашните разбирания за икономичност, надеждност и удобство при експлоатация. Често се сглобяваха от части на негодни, излезли от строя стари машини и произведени на място такива. Така човек можеше да види машина с тяло на AEG, да речем, и със стоманени лагерни щитове, струговани в местното предприятие; в една и съща машина можеха да се срещнат едновременно цолови и метрични резби; намотките бяха за еднофазен, двуфазен или трифазен ток, за 127, 150, 220 и 380 волта; имаше и много колекторни машини, които позволяваха регулиране на оборотите им чрез реостат. Намотките се правеха изключително от медни проводници с емайл-лаково покритие и допълнително памучни, ленени или дори копринени оплетки, като после се импрегнираха с битум (асфалт). Нямаше още специални електроизолационни лакове и компаунди другаде, освен в европейските фабрики за проводници. Първата наша фабрика, която усвои производството на жици, беше тази в Севлиево (завод „Ненко Илиев”) [1]. Така получените намотки бяха с малки коефициенти на запълване на каналите, лоша топлопроводимост и ниска нагревоустойчивост (не повече от 90°C). Стоманата за пакетите не се отличаваше с високото поле на насищане и малките хистерезисни загуби, характерни за съвременните марки кристално-ориентирани високолегирани силициеви стомани. Затова и машините бяха с големи размери по отношение на мощността им, с къси и широки пакети и голяма маса (фиг. 1). От друга страна, въпреки повечето проблеми, които създаваха (например разлистващи се, не добрепритегнати и укрепени стоманени пакети), тогавашните машини бяха много по-лесно ремонтируеми.

Фиг. 1. Американски асинхронен двигател от началото на ХХ век – вижда се колко е къс пакетът на активната стомана. Лагерите са снабдени с гресорки, охлаждането е двойно радиално. Изолацията на проводниците е памучна, а импрегнацията – битумна.
Тогавашните машини бяха с двойно радиално или с радиално-осово охлаждане, при което въздухът влиза през единия или двата щита, засмукан от перки, монтирани на ротора, обдухва челните съединения и напуска машината. Щитовете бяха за целта снабдени с големи отвори, а между статорния пакет и корпуса имаше значително пространство за преминаване на охлаждащия въздух. През тези отвори беше възможно попадането в машината на едри частици – прах, стружки, капки, цели болтове и гайки; през тях можеха да влязат насекоми и мишки, които да прогризат изолацията на намотките; железните стружки, попаднали в променливото магнитно поле, действат като шкурка, повреждайки изолацията на намотката и я изваждат от строя бързо – често срещан дефект при моторите на металообработващите машини на онази епоха; дървесните частици пък образуваха налепи, които топлоизолираха челните съединения и блокираха охлаждането, след което машината излизаше от строя поради прегряване; В онези времена още не съществуваха стандартите и рекомендациите, определящи коя машина (разбирайки конструктивното й изпълнение) за какви приложения е подходяща (това, което сега е известно като IP №№), така че изборът на машината и защитата й бяха изцяло отговорност на майстора, който ще я използва. Нямаше и голям избор – външното оребряване на машините се появи сравнително късно в производството (у нас първите оребрени машини бяха от единната серия АО, като имаше преходни малобройни серии, базирани на серия А, които също бяха оребрени (фиг. 14). Типичният вид на машините от онова време е виден на фиг. 2.

Фиг. 2. Различни ел. машини, които са били „на въоръжение” през 20-те – 40-те години в България.;
Лагерите бяха само вносни – немски и австрийски, по-късно и полски, у нас производство на качествени лагери се появи доста по-късно (през 60-те години, ВМЗ Сопот).
Първите електромоторни и трансформаторни фабрики и работилници у нас се появиха в градовете Ловеч, Троян, Габрово, Велико Търново и София [2], [3], [4], [5], [6]. Те послужиха като основа за развитие на електротехническата промишленост в съответните региони през епохата след 1944 г., натрупвайки необходимото оборудване и немалко технологично знание – това множество от висококвалифицирани и можещи майстори, занаятчии, металурзи, инженери, завършили в чужбина, дадоха началото на своеобразни производствени школи по тези места.
След 1944 г. започна процес по одържавяване и окрупняване на средствата за производство, в това число всички работилници, цехове и фабрики. Бяха разработени планове за промишленото развитие на регионите, в които, по идея, трябваше да се използва оптимално наличната в тях производствена основа. За щастие на електротехническата ни промишленост, с нейното развитие се заеха наистина знаещи и можещи хора като Никола Белопитов, Иван Попов, Трайко Атанасов и много други, които свързаха електротехническото производство в единна мрежа (т. нар. стопанско обединение ЕЛПРОМ), разпределяйки по забележително разумен начин производството по места, включвайки оптимизация на транспорта и доставките на суровините и полуфабрикатите помежду отделните предприятия, заетостта според броя и квалификацията на наличните и потенциалните работници, количествата и вида на изделията според текущите нужди на останалите промишлени отрасли [7]. Започна специализирана подготовка на кадри за нуждите на производството – бяха създадени множество технически учебни заведения според естеството на местните производства в градовете и регионите. В заводите старите майстори имаха за задача да въведат новите специалисти в практическата работа, да ги научат „как се пече хлябът” [8]. При тази умела глобална организация на електротехническото производство в цялата страна, не е чудно, че само за десетина години то набра голяма мощ, като почти не останаха селища, които да не произвеждат някакви апарати, части или полуфабрикати за нуждите на електрификацията.
В София беше изграден силнотоковият завод, в Троян и Ловеч – електромоторните заводи, заводът за електроинструменти, в Пловдив – ЕМЗ Пловдив (електромоторен завод), ЕАЗ (електроапаратурният завод), в Габрово и Велико Търново – електротелферните заводи („Подем” и „Елмот”), в Николаево – заводът за керамични изолатори [9], в Перущица – цех за ел. табла, в който работеха предимно жени, табла се правеха и в завод „Електрик” в Радомир, в Петрич – цех за ел. ключове, кнопки и индикаторни лампи, в Русе – заводът „Найден Киров”, в Севлиево беше модернизирана съществуващата фабрика за емайлирани проводници и жици „Ненко Илиев”, тя на свой ред послужи за образец, по който в Бургас беше създадено предприятието „Гамакабел” за кабели и жици. Във Варна и Тутракан започна производство на домакински ел. уреди – печки, перални машини, бойлери, котлони, прочутото българско изобретение „чушкопек”, което не след дълго започна да се изнася и в Унгария; в Сливен бяха създадени заводите за електрически крушки и лампи „Светлина” и за ел. стертери, динамомашини за автомобили и за постояннотокови двигатели „Динамо” – Сливен, във Вършец беше организирана модерна поточна линия за баластни устройства (дросели) за луминесцентните лампи в предприятията и училищата и за дъговите лампи за улично осветление… Построени бяха многобройни ВЕЦ и помпени станции [10].
По-късно в София беше създаден и заводът за колекторни машини „Георги Костов”, в който започна производството на електрокарни двигатели за нуждите на завода „Шести септември”, в който се правеха електрокарите. Създаден беше институтът НИПКИЕП (научно-изследователски и проектно-конструкторски институт по електропромишленост) в София, който планираше по-нататъшното развитие и организация на електротехническата промишленост [11].
Наред с електрификацията на страната, „Елпром” беше зает и с нелеката задача да реализира масовата радиофикация и телефонните връзки на населението. За целта в София беше създаден специален слаботоков завод („Климент Ворошилов”) [12], в който започна производството отначало на абонатни високоговорители (радиоточки), на телефонни апарати, а не след дълго и на радиоапарати и телевизионни приемници. Този завод се нуждаеше от редица спомагателни производства – нужни бяха нови материали, електронни елементи, качествени и естетични дървени и бакелитови кутии и др. Съответно, беше създаден завод за кондензатори КЕА в Кюстендил, завод за съпротивления в Айтос, цех за дървени кутии в Тетевен, местни матрични цехове за изделия от фенол-формалдехидни смоли (тела за бобини, бакелитови кутии за малките радиоапарати), за малки монофазни сухи трансформатори, цех за ферити (за сърцевините на бобините и отклоняващите бобини на кинескопите) и много други. По-късно бяха построени заводът за високоговорители (в Благоевград), постоянни магнити и ферити (Перник, 1964г.) Единствено производството на електронни лампи, като особено високотехнологично, не беше усвоено и лампите се внасяха – отначало от Германия, Полша и Чехословакия, по-късно и от СССР. Инж. Н. Белопитов патентова изключително съвършена технология за електроискрово напластяване на сребро върху контактните пъпки на релетата, което направи възможно създаването на ново поколение автоматични телефонни централи (АТЦ), релета и контактори, превключватели и реглети [13].
В такава обстановка на бурно общо и многостранно развитие на електротехническата промишленост продължи и производството на електрически машини, което придоби вече новаторски характер и започна постепенно, но закономерно да излиза на световно ниво. Как стана това – накратко ще разкажем по-надолу.
В новопостроения силнотоков завод в „Илиянци”, София, бяха съсредоточени всички налични производствени средства за ремонт и производство на ел. машини от софийската околия, при което сроковете бяха много кратки – цялата промишленост беше гладна за ел. машини, а вносът беше скъп. Направо върху голото мочурливо поле бяха сковани няколко халета, в които да бъдат поставени машините и инструментите и производството започна. Сградите бяха построени междувременно – нямаше време да се чака завършването им. Хората идваха на работа от цялата софийска област, тръгвайки по тъмно за да успеят да стигнат навреме. Тогава нямаше удобен транспорт до това място. Работеха при тежки, често неприемливи условия – практически навън, без защита от атмосферните условия, освен от дъжда – в страхотен студ през зимата и в адска жега през лятото. Първоначално се работеше по старому – както във фабриките – сглобяваше се каквото може от каквото имаше като материали и остатъци. В този завод трябваше да се произвеждат двигателите от трети габарит (височина на оста над равнината на монтиране 120 мм) нагоре (изключително трифазни) (фиг. 3). По-малките двигатели (вкл. монофазни) се произвеждаха в Троян, Ловеч и Тетевен. По-късно в Ямбол също беше създаден цех за малки двигатели (фиг. 4, 5, 6, 23 съответно). Машини за постоянен токпроизведени в завод „Георги Костов”, предназначени за електрокарите, са показани на фиг. 7, а други, специални постояннотокови машини, произвеждани в завод „Динамо” – Сливен, са видни на фиг. 8 и 9. Такива машини намираха приложение главно в изчислителната техника и автоматиката на онова време.

Фиг. 3. Така изглеждат първите асинхронни двигатели с кафезен ротор, произведени в силнотоковия завод – имат радиално-осова вентилация, засмукването на охлаждащия въздух става през задния щит. Показани са съответно 2-, 6- и 4-полюсни машини с височини на оста 132 мм.
Фиг. 4. Малки асинхронни двигатели, произведени от завода в гр. Троян – двигател за перална машина с центробежен изключвател на пусковата намотка, еднофазен двигател с мощност 1,1 kW също с ЦБ изключвател и трифазни машини от по-нови серии.

Фиг. 5. Малки асинхронни машини, произведени от завода в гр. Ловеч – двигател за хоризонталния ход на телфер и за центробежен вентилатор.
Фиг. 6. Малки асинхронни двигатели, произведени в завода в гр. Тетевен.

Фиг. 7. Постояннотокови колекторни двигатели за електрокари: четириполюсен със смесено възбуждане и шестполюсен с последователно възбуждане.
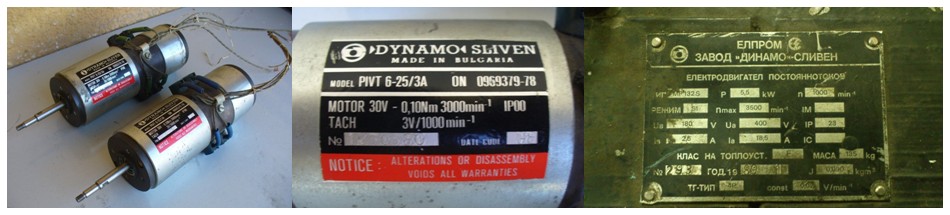
Фиг. 8. Специални постояннотокови колекторни машини, произведени в завод „Динамо” – Сливен.

Фиг. 9. Машини и ротори от новата продукция на завода.
Много скоро, в началото на 50-те бяха внедрени първите единни серии асинхронни машини – А и АМ, което само по себе си беше съпроводено с първата единна стандартизация на мощностите, габаритите, присъединителните размери, масата и номиналните електрически характеристики. Това бяха и първите машини с емайл-лакови насипни намотки, импрегнирани с лакове с термичен клас на устойчивост А и по-късно Е (до 100 и 120°C съответно), което позволи известно уплътняване на мощността и увеличаване надеждността и влагоустойчивостта на произведените машини. Охлаждането им е двустранно радиално, при което кафезният ротор е снабден от двете си страни с турбини, излети наедно с кафеза, които засмукват въздух посредством ветроводни фунии и отвори в долната част на щитовете, нагнетяват го върху челните съединения, при което той поема от топлината им, и накрая излиза през странично разположени отвори в корпуса на машината. Корпусът е така устроен, че позволява на машината да работи дори в силен дъжд при ъгъл на падане на капките до 45 градуса (фиг. 10). Тези машини се правеха за четири синхронни скорости – 3000, 1500, 1000 и 750 оборота в минута (фиг. 11). По изключение се правеха и с по-голям брой полюси, като например 16-полюсните асинхронни двигатели за промишлени перални машини „Прибой” и др., които се произвеждаха в ЗАЕ – Пловдив. Също така, това бяха първите машини, позволяващи прецизна балансировка на ротора посредством занитване на шайби-тежести към специални пъпки върху челата на алуминиевия кафез на ротора (разположени между лопатките на турбините (фиг. 12)).
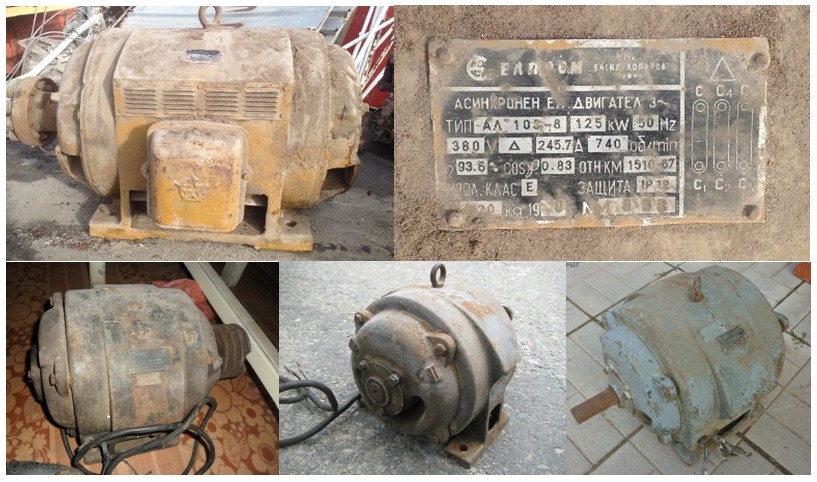
Фиг. 10. Двигатели от серии „А” и „АЛ” – конструктивно оформление на корпуса.

Фиг. 11. Табелки на двигатели от серия „А” и „АЛ” с различни синхронни скорости.

Фиг. 12. Пъпки за балансировка на кафезен ротор, балансираща тежест и турбина за радиално охлаждане, излята като част от челото на кафеза.
Това позволи значително да бъдат намалени вибрациите и преждевременното износване на лагерите от ударни претоварвания). Пакетите на машините са с диаметър, поне два пъти по-голям от дължината (късопакетни). Късият пакет позволява сравнително лесното изработване на статора, вкл. насипване на намотките и ремонт, както и по-добро охлаждане за двустранно-радиалната система. Също така, късият ротор е по-лесен за балансиране. Недостатъците се изразяват в по-голямата индуктивност на разсейване, по-големият дял на челните съединения в пълната дължина и пълното активно съпротивление на статорните проводници, като цяло машината е обемиста и тежка, защото и щитовете са по-големи и здрави. Номиналните напрежения са 220 и 380 волта, като за машините, предвидени за включване посредством автоматичен превключвател звезда-триъгълник в мрежа с междуфазово напрежение 380 волта, свързването в звезда съответства на напрежение 660 волта. Така първоначалното присъединяване на машината към мрежата е еквивалентно на понижено напрежение. Машини от серията са показани на фиг. 13.

Фиг. 13. Асинхронни двигатели от серия „А” и „АЛ”, 4-ти, 5-ти и 10-ти габарити, съответно.
След сериите А и АМ бяха въведени сериите АО (асинхронни обдухваеми) и АО2. В серията АО се наблюдава постепенен еволюционен преход от А и АМ към оребрен статор, плътно термично свързан със статорния пакет (последният е напресован в корпуса). В някои междинни модификации може да се наблюдава едновременното наличие на радиална и външна осова охлаждащи системи, при което щитовете са с отвори в долната част, както при А и АМ (виж фиг. 14).

Фиг. 14. Един от първите представители на серия „АО” – все още е с нехерметичните капаци на серия „А”. Тип АО-62-2, СТЗ „В. Коларов” – София, Илиянци.
По-късно се налага пълна херметизация на корпуса, при което изчезват отворите в щитовете и радиалната циркулация на въздуха около челните съединения става изцяло вътрешна, без обмен на въздух с околната среда. АО са първите херметични машини, на които официално е даден клас на защита IP 44, което означава, че в корпуса на такава машина не може да влезе частица, по-едра от 1 мм и също така, водни пръски, попадащи върху корпуса в произволно направление, не могат да повлияят на работата на машината. Външното аксиално охлаждане се осъществява посредством центробежен вентилатор, прикрепен към вала на машината откъм задната й страна и ламаринен вентилаторен кожух, пренасочващ въздуха от радиално в аксиално направление между ребрата. Оребряването на статорния пакет позволява последният да бъде изпълнен по-дълъг, понеже освен чрез челните съединения той се охлажда и чрез външната си повърхност, която се оказва едновременно увеличена от ребрата и обдухвана от аксиалния въздушен поток. Типични представители на серията АО са показани на фиг. 15 и 16.

Фиг. 15. Асинхронен двигател тип АО-52-4, серия АО, СТЗ „В. Коларов”, София, предназначен за износ в СССР.
Фиг. 16. Асинхронни двигатели от серия АО, типове АО-32-2 и АО-42-2.
Следващ етап от еволюцията на нашите ел. машини беше внедряването на серията АО2. То стана по подобие на съответния процес в СССР и въобще СИВ, но е за отбелязване, че нашите машини от тази серия съществено превъзхождат по енергийни характеристики и плътност на мощността „събратята” им от другите страни. Това подобрение, разбира се, има своята цена – нашите машини се оказват по-трудни за пренавиване поради твърде големите коефициенти на запълване на каналите с полезно проводниково сечение, по-скъпо производство поради използваната електротехническа стомана с по-висока максимална намагнитеност и задаване на по-малки междини между ротора и статора, автоматично довеждащо до повишени изисквания към механичната обработка и якостта на стоманата на вала. Съществен принос за внедряването на серията има инж. Трайко Атанасов [14]. През 1959 г. основният колектив разработчици на серията начело с Трайко Атанасов са удостоени с Димитровска награда за високите технико-икономически резултати на двигателите АО2 от 4-ти и 5-ти габарити.
Машините от серия АО2 имат същата система на охлаждане, както и тези от АО, като разликата между двете серии се изразява със значителното уплътняване на мощността у новата серия, дължащо се на въвеждането в нея на емайл-лакирани проводници с класове на нагревоустойчивост Е и В (до 120 и 130°C съответно) и по-нататъшно увеличаване дължината на пакета в сравнение с диаметъра му. Роторите на машините до 5-ти габарит включително (160 мм височина на оста на въртене) се правеха чрез напресоване на хонингования роторен пакет с кафезна намотка върху накатения вал (фиг. 17).

Фиг. 17. Кафезни ротори на четириполюсни машини от 5-ти габарит.
При по-големите машини накатката се оказва недостатъчна мярка срещу превъртане на пакета спрямо вала и затова техните ротори са снабдени с шпонка по цялата дължина на пакета (фиг. 18, ляво). Това, впрочем, се отнася за всички серии. Освен това, щитовете на машините от 7-ми габарит (включително) до последния девети, са снабдени с вътрешно оребряване и вътрешни ветроводни фунии, с което се подпомага топлообмена между въздуха, охлаждащ челните съединения и вътрешната повърхност на щита (фиг. 18, дясно).

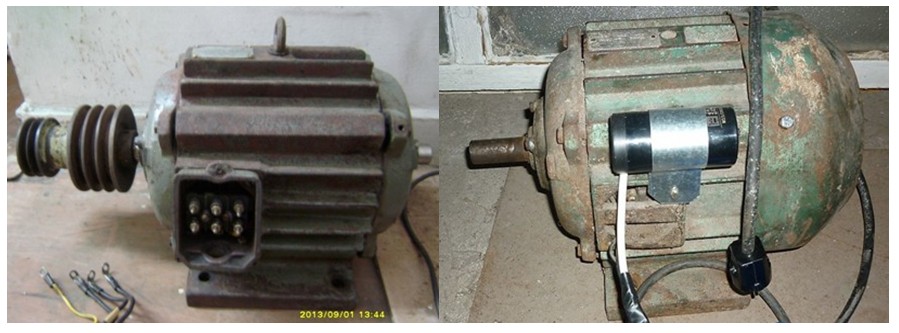
Фиг. 18. Балансиран кафезен ротор с шпонково укрепване на активния пакет към вала и статор с капаци на двигател АО2-71-2.
Серията включва и двойнооборотни машини с превключване на намотката „триъгълник-двойна звезда”, позволяващо стъпално превключване на броя полюси, респ. на скоростта в отношение ½. Като правило, намотките на машините от тази серия бяха равносекционни (за пръв път дотогава), което позволи съществено намаляване на пространствените хармонични на статорното поле и по този начин спомогна за увеличаването на енергетичните показатели (фиг. 19).
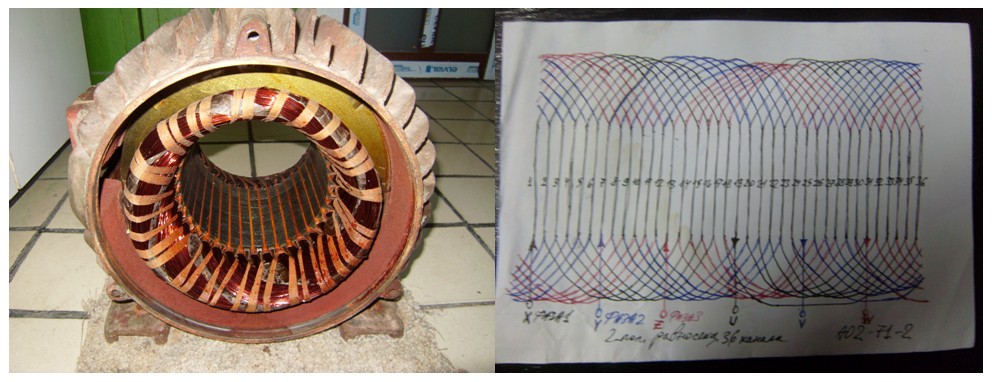
Фиг. 19. Равносекционна намотка у двигател АО2-71-2, СТЗ „В. Коларов”.
Серията АО2 изобщо казано, представлява продукт на една многопараметрична оптимизация, при която ел. машина се разглежда като 6-полюсник, характеризиран от три двойки величини – две електродинамични (ток и напрежение), две механични (скорост и момент) и две термодинамични (температура и топлинен поток). Прилагането за пръв път на толкова комплексен подход в обмислянето и задаването на геометрията на машините от тази серия обяснява голямото съвършенство и надеждност, с които те се отличават в работата им. В това отношение е показателен фактът, че серията се зъдържа в производство цели три десетилетия – от началото на 60-те до началото на 90-те години, при това въпреки междувременното внедряване на други, по-нови серии. Спечели медали на няколко технически изложения в Лайпциг [15]. Пак у машините от серия АО2 се наблюдават върхови, световно ненадминати енергетични характеристики – високооборотните машини от 9-ти габарит (с мощност 100 kW при 2 или 4 полюса на фаза) достигат КПД 94% при натоварване около 80% от максималното, както и фактор на мощността около 96%. Внедряването на по-късни серии не доведе до подобряването на тези рекорди, а само до по-нататъшното уплътняване на мощността, постигнато с цената на по-термоустойчиви изолационни материали, по-форсирано охлаждане и по-тънки отливки на корпуса и щитовете. Увеличи се съществено надеждността на произвежданите машини [16 на П. Дундаров за серия МО].
Между 1960-та и 65-та г. в силнотоковия завод бяха разработени и внедрени първите собствени конструкции на асинхронните машини от серии А2 и АО2. По мощности и присъединителни размери те отговарят на съгласуваните документи между страните-членове на СИВ и на препоръките на МЕК (международната електротехническа комисия). Почти едновременно с въвеждането на серията АО2 производството на двигатели с габарити 4 и 5 (132 и 160 мм височини на оста) се премести от СТЗ – София („Васил Коларов”) в новопостроения модерен завод за асинхронни двигатели (ЗАЕ) в Пловдив (на мястото на трактороремонтния завод, 1961-62 г.). По-късно в пловдивския завод беше усвоено производството и на машини от 6-и габарит (фиг. 20), които бяха предимно за износ в СССР. Отливките на корпусите и щитовете за тези машини се правеха в леярната в Харманли. Пак в Харманли беше създаден нов завод – заводът за електродвигатели (ЗЕД) „Димо Дичев”, който допълваше пловдивския, произвеждайки същите машини, използвайки намиращата се пак там леярна със стари традиции.

Фиг. 20. Асинхронен двигател АО2-62-4, произведен от ЗАЕ – Пловдив за износ в СССР.
Така дълго време двигателите от серия АО2 с малки размери (до 3-ти габарит) се правеха от Елпром – Троян, средните (4-ти, 5-ти и 6-ти) – в ЗАЕ Пловдив и ЗЕД „Димо Дичев” – Харманли и най-големите (6-ти, 7-ми, 8-ми и 9-ти) – от СТЗ „В. Коларов” – София. Малък брой двигатели с малки мощности се произвеждаха също в техникумите (например С. М. Киров в кв. Овча Купел, София (фиг. 22 а), в СПТУЕ „Малчика” – Пловдив (фиг. 22 б), в ТМТ „Д. Димов” – Ямбол (фиг. 23) и др. Типични представители на серията са показани на фиг. 24.
Наред с уникалните големи синхронни машини, които бяха произведени в силнотоковия завод в сътрудничество със съветски и японски специалисти (от Toshiba), бяха разработени и се произвеждаха (а и днес още се правят) в сравнително многобройни серии асинхронни машини за напрежение 6 kV за нуждите на хидромелиоративните обекти. Така в периода 1976-та – 1980-та г. беше разработена нова унифицирана серия асинхронни двигатели за високо напрежение с ред на мощностите от 200 до 1000 kW. В сравнение с произвежданите допреди това машини, тези от въпросната по-нова серия се отличават с по-високи технико-икономически показатели – по-висок КПД, по-малка маса, по-висок клас на топлоустойчивост, а значи и по-висока надеждност. Средното годишно производство на машините от този вид достигна над 1500 бр., предназначени за комплектовка на помпени агрегати, които съгласно дългосрочна спогодба се изнасяха за СССР. В края на 80-те години бяха усвоени 5 типоразмера електродвигатели за помпи във вторичните контури на ВВЕР в АЕЦ „Козлодуй”. На фиг. 21 са показани асинхронни двигатели за високо напрежение, произвеждани днес в предприятието.
![]()
Фиг. 21. Серии асинхронни машини за високо напрежение, произвеждани сега от силнотоковия завод.

Фиг. 22 а). Малка асинхронна машина, произведена в техникума „С. М. Киров”, София, кв. „Овча Купел”.

Фиг. 22 б). Специален малогабаритен двигател с мощност 1,5 kW и ОПР 40%, произведен в СПТУЕ „Малчика” – Пловдив.

Фиг. 23. Фланцов двигател от серия МО, произведен в ТМТ „Д. Димов”, Ямбол.

Фиг. 24. Асинхронни двигатели с кафезни ротори от серия АО2.
Но в пловдивския завод започна и производството на внедрените от Трайко Атанасов телферни двигатели с конусен ротор и вградена спирачка, които бяха отличени на техническото изложение в Лайпциг през 1967 година [17]. По онова време главен инженер на завода беше Панчо Дундаров. По-късно същият постъпи в НИПКИЕП и взе дейно участие във внедряването на сериите АО3 и МО.
Освен това в пловдивския завод по-късно (в края на 70-те и началото на 80-те години) бяха усвоени производствата на най-разнообразни и специфични двигатели с малка мощност – за дървообработващи машини (дълги и тънки, с малък инерчен момент на ротора), стъпкови (за нуждите на електронноизчислителната техника и различните й изпълнителни механизми, по-специално за „ИЗОТ-импекс”) и дори няколко десетки вида колекторни и стъпкови микромашини (фиг. 25).

Фиг. 25. Малки колекторни и стъпкови двигатели, произведени от ЗАЕ – Пловдив за нуждите на изчислителната техника и автоматиката.
Днес производството на телферни двигатели с конични ротори и вградена спирачка е съсредоточено в заводите „Елмот” – Велико Търново и „Балканско ехо” – с. Кръвеник. Такива двигатели са показани на фиг. 26.
Произвеждаха се и двигатели от серия АОП2 (или АО2П), които представляваха аналози на тези от АО2, но със значително подобрени пускови характеристики, едновременно с увеличен пусков момент и по-нисък пусков ток, с по-нисък енергетичен дял на пространствените хармонични на полето, съответно и с по-високи фактор на мощността и КПД. Това се постигаше чрез внимателна оптимизация на съотношението между броевете зъби на статора и ротора. Така например, четириполюсните машини АО2 от 4-ти и 5-ти габарит имаха по 36 статорни и 26 роторни канала (скосени). Аналогичните машини АОП2 имаха ротори с по 28 роторни канала. Намотките задължително бяха равносекционни. Тези двигатели се изработваха с голямо внимание и имаха по-високо качество от другите. Бяха предназначени за отговорни механизми с чести пускове. Също така се изнасяха и в чужбина. Представители на серията са показани на фиг. 27.

Фиг. 26. Електротелферни двигатели с конични ротори и вградени спирачки.

Фиг. 27. Двигатели от серия „АОП2” (или „АО2П”) типове „АОП-52-4” и „АОП-42-4”, произведени от ЗАЕ – Пловдив, предназначени за износ в страни от западна Европа.
Естественото еволюционно продължение на серията АО2 беше серията АО3, в която за пръв път са употребени изолационни материали с клас на термоустойчивост F (155°C). Другите материали са същите, като в АО2, но повишената термична издържливост позволи известно намаляване на охлаждащата повърхност на статора – оребреният корпус, а пък това даде възможност да се намалят надлъжните присъединителни размери (при същата мощност) спрямо серията АО2. Така например машината АО2-42-2 с мощност 7,5 kW се превърна в АО3-41-2 и на вид е почти като АО2-41-2 (5,5 kW), само че очевидно 1,37 пъти по-мощна. Единствената външна разлика са по-издутите щитове при машините АО3, направени така, за да поберат излизащите извън корпуса челни съединения на статорната намотка (фиг. 28).

Фиг. 28. Двигатели от серия „АО3” типове „АО3-41-2” и „АО3-42-4”, произведени от ЗАЕ – Пловдив, предназначени за износ съответно в Иран и в СССР.
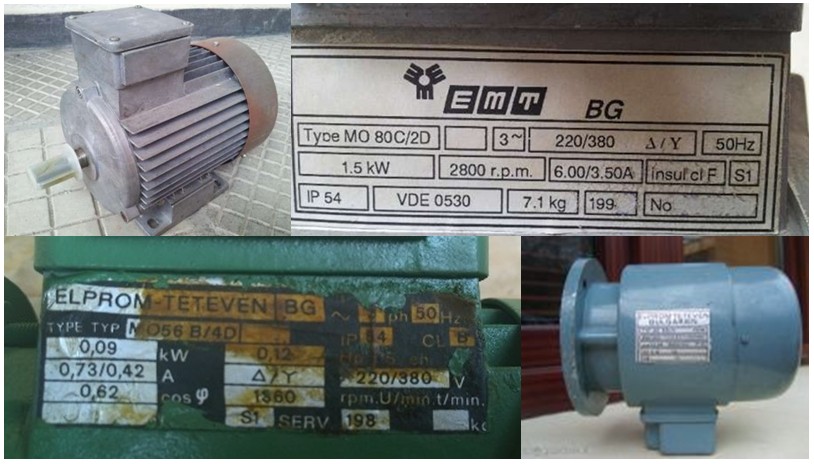
По-нататък, в края на 70-те, в НИПКИЕП бяха разработени сериите МО и М. Двигатели и от двете серии бяха наградени със златни медали на международни технически изложения. В частност, ел. двигателите от серии МО и М с висичини на оста на въртене 280 мм. получиха златен медал на Пловдивския панаир през 1973 г. МО беше нова единна серия, обхващаща всички габарити – от най-малките моторчета, произвеждани в Троян и Тетевен (фиг. 29), през средно големите (Пловдив и Харманли – фиг. 30), до най-големите (София – фиг. 31). Това са първите машини с дължина на статорния пакет, превъзхождаща диаметъра му (иначе казано, дълги машини). Имат външно обдухване и вътрешна циркулация около челните съединения, както у предходните серии, но формата на корпуса е различна, отливката е по-яка, щитовете са с прави ръбове, лапите са усилени. Проличава характерната за 70-те години техническа естетика, чиито отличителни белези бяха строгост на формите, онази ъгловатост, свързана с употребата за пръв път на ЕИМ в проектирането и дизайна на машините и апаратите. Съответно, компютърни чертожни програми. Машини от серията МО са показани на фиг. 32.

Фиг. 29. Асинхронни двигатели с малки мощности от серия „МО”, произведени съответно в „ЕЛМА” – Троян и в „ЕМТ” – Тетевен.

Фиг. 30. Горе – двигател, произведен в „ЗАЕ” – Пловдив, долу – такъв, произведен в „ЗЕД” – Харманли. И двата са от серия „МО”.

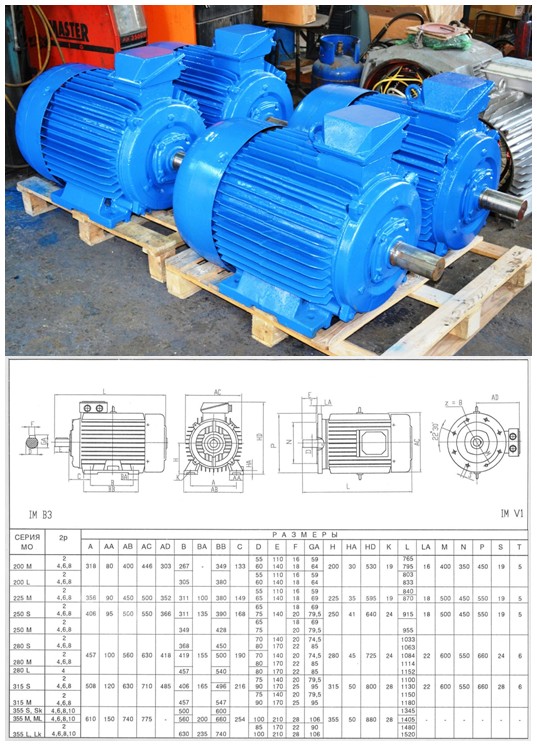
Фиг. 31 а). Двигатели от серия „МО”, произведени в СТЗ „В. Коларов”, София.

Фиг. 31 б). Двигатели от новите разновидности на серията МО – „МО”, „MOM” и „MON”, произвеждани днес (април 2015 г.) в силнотоковия завод в София. Подробна информация за тях може да бъде намерена на сайта на предприятието (№ 5 в списъка със сайтове).
Фиг. 32. Асинхронни двигатели от серии „МО” и „МОМ”.
В серията са използвани вече постигнатите при АО3 подобрения, като към тях се прибавя нов, донякъде по-здрав корпус, още едно стъпало на свиване на размерите при запазена мощност, изолационни материали само от клас F (полиестерни лакове и силициево-органични материали (силикони), издържащи поне до 155°С). В производството беше внедрен нов метод на импрегниране – капковоструйното импрегниране, при което се постигна много по-добро запълване на каналите и междунавивковите пространства с импрегнационен компаунд. Това сведе до минимум контактната повърхност на изолационните емайл-лакове на проводниците с атмосферния кислород, с което почти напълно се елиминира бавното им овъгляване и стареене (поради окисляването). Така значително се увеличи надеждността на машините и тяхната претоваряемост, способността им да издържат моментни пренапрежения и повишена влажност. За синтез на новите лакове и импрегнационни компаунди беше направен специален цех край гр. Земен [18]. Новите корпуси позволиха по-добра херметизация – машините отговаряха на клас на защита IP 54. В СТЗ „В. Коларов” беше усвоено и производството на двигатели в руднично, взривобезопасно изпълнение (IP 55), които бяха със стоманени корпуси, бронирани клемни кутии, усилени и уплътнени стоманени щитове и семеринги при изводите на вала. Такава машина е показана на фиг. 33.

Фиг. 33. Взривобезопасен асинхронен двигател, СТЗ „В. Коларов”. Корпусът е изпълнен изцяло от заварени стоманени листове, валът излиза от корпуса през специални уплътнения.
Серията М включваше предимно високомощни машини, в това число със синхронни скорости под 750 об./мин. Корпусите бяха с форма на издут паралелепипед и снабдени с вентилационни отвори за обмен на въздух с околната среда. Бяха наградени със златен медал на международното изложение в Лайпциг през 1975 г. Отговаряха на клас на защита IP 23. Някои елементи в охлаждащата система на серията са оригинални и са защитени с авторски свидетелства. Класът изолация беше също F. Правеха се само в СТЗ „В. Коларов”. Типични представители на серията се виждат на фиг. 34. Съвременната им версия, произвеждана в същото предприятие (което оттогава си смени името много пъти), е видна на фиг. 34 долу, както и в категория „продукти” на страницата на завода.

Фиг. 34. Асинхронни двигатели от серия „М”.
В СТЗ се произвеждаха и все още се произвеждат особено големи, уникални машини – синхронни и асинхронни хидрогенератори, изключително мощни и високоволтови трансформатори. С такива машини бяха оборудвани многобройните наши ВЕЦ, а също с тях беше осъществена електрификацията в някои региони на много други страни по света. Така например, електрификацията на голяма част от Нигерия беше осъществена от НИПКИЕП с машини от СТЗ и кабели от „Гамакабел” [19], фиг. 35.

Фиг. 35. Производство на хидрогенератори и трансформатори в силнотоковия завод в „Илиянци”, София.
В Севлиево имаше и великолепен завод „Авангард”, където се сглобяваха дизелови трифазни агрегати с мощности 5, 10, 20, 38, 55, 125, 200 и 315 kVA. В началото на 1968-ма г. производството на електроагрегати се прехвърли именно там, преди това беше в завода за заваръчна техника в Перник („Кракра”). Много бързо, между 1968-ма и 1970 г. производствената номенклатура се попълни със стационарните електроагрегати с мощности от 1,5 до 60 kVA, по късно и до 320 kVA. Синхронните генератори се правеха по поръчка от СТЗ с фланцово изпълнение, зависещо от присъединителния фланец на внесените дизелови двигатели (Perkins, IFA, Leyland, Cummins, Gunewalde, Deutz и др.). Дизелови двигатели по лиценз “Perkins” се произвеждаха и в завод ВАМО в гр. Варна. Генераторите имаха компаундирана система за възбуждане, която беше вградена в контролните табла. Последните се произвеждаха в завод „Електрик” – Радомир. Генераторите от 55 kVA вкл. нагоре имаха и вградена подвъзбудителка. Виж фиг. 36 – 40.
В началото на 70-те години в „Авангард” беше усвоено производството на стартери за леки автомобили „Жигули”, което се наложи поради трудностите, които срещаше в завода в Сливен.
В началото на 1975-та г. към завода беше обособена база за развитие и внедряване. Същата година беше усвоено производството на електродвигатели за хоризонталните движения на телферите, които по-късно започнаха да се произвеждат във Велико Търново, Ловеч, Пловдив и Етрополе.
Още по-късно в този завод започнаха да се правят широка гама изделия за подстанциите – високоволтови прекъсвачи (маломаслени и елегазови), разединители (1994 г.) и КРУ (комплектни разпределителни устройства).

Фиг. 36. Дизелов агрегат АД 200 (200 kVA).

Фиг. 37. Дизелови агрегати с мощности 38 и 55 kVA, с двигатели „Perkins” и „IFA”.

Фиг. 38. Дизелови агрегати с мощност 125 kVA с различни двигатели – „Perkins” и „Leyland”.

Фиг. 39. Табла на дизелови агрегати с мощности 38 и 125 kVA, произведени в завод „Електрик” – Радомир. Вижда се характерният трифазен трансформатор на компаундираната система за възбуждане, който захранва през изправител и филтър ротора на синхронната машина. Снабден е с напрежителна и токова намотки, които заедно създават в сърцевината магнитен поток, пропорционален на консумираната активна мощност (подобно на електромер). Във вторичната му намотка възниква напрежение, пропорционално на U*I*cosφ. Така роторът получава възбуждане, съответстващо на моментното натоварване на машината.
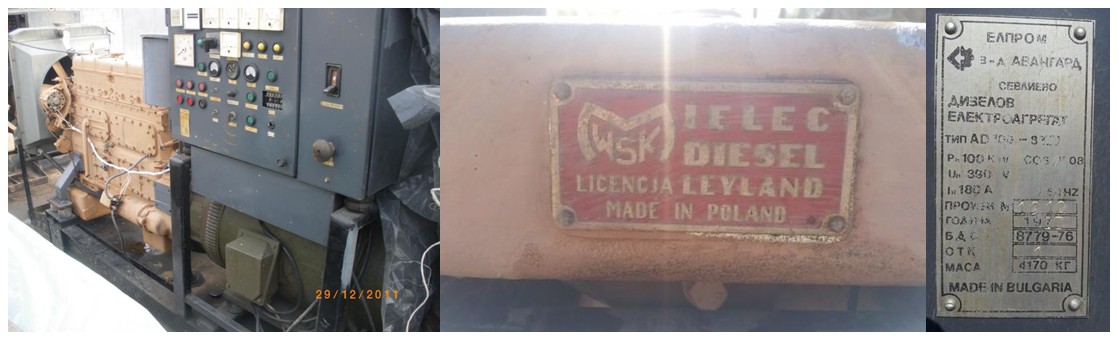
Фиг. 40. Дизелов агрегат с мощност 100 kW, произведен в завод „Авангард” – Севлиево.
В Перник все още съществува заводът за заваръчни апарати (електрожени) „Кракра”. Заводът за токоизправители (пак там), в който се правеха и ферорезонансни стабилизатори, вече не съществува. Виж фиг. 41 и 42.

Фиг. 41. Заваръчни трансформатори „Кракра”.

Фиг. 42. Ферорезонансни стабилизатори „Стабор 120” и „Стабор 130”.
Днес частта от СТЗ, която беше заета с производството на големите маслени гръмоустойчиви трансформатори (ТМУГ) е приватизирана от Hyundai Heavy Industries, а останалата част от завода, заета с производството на въртящи се ел. машини, днес се нарича IHB Electric, доколкото е в състава на „Индустриален Холдинг България”. По-малките разпределителни трансформатори с напрежения няколко десетки kV и мощности не повече от стотици kW днес се произвеждат в завод за силови трансформатори „К. Григоров” или „Елпром Трафо – СН” в гр. Кюстендил. Виж фиг. 43 и [20].

Фиг. 43. Трансформатори, произведени в София и в Кюстендил от съответните предприятия.
Сред немногото предприятия, произвеждащи малки и средни въртящи машини, чието ръководство съумя да ги съхрани до днешни дни, са „Елпром Харманли”, „Елмот” – Велико Търново, „Балканско ехо” – с. Кръвеник, „Динамо” – Сливен, „М мотърс JSC” – Етрополе (бившия Елпром – Етрополе или завод за малки двигатели (ЗМД) „Александър Атанасов”), където се правят малки двигатели и вентилатори и, разбира се, заводът за ръчни електроинструменти в гр. Ловеч – бившият „Елпром-Ловеч”, днес „SPARKY Group”. Добре познати изделия на последния завод са видни на фиг. 44 и 45.

Фиг. 44. Ръчни електроинструменти на Елпром – Ловеч.

Фиг. 45. Ръчни електроинструменти на Елпром – Ловеч.

Фиг. 46. Реклами на наши електропромишлени предприятия.
Оцеляха и фабриката за жици „ЕМКА” – Севлиево (бившата „Ненко Илиев”), и „Гамакабел” – Бургас. Може да се каже, че сегашният етап на електротехническата ни промишленост много наподобява изходния (от, да речем, 1950 г.) – отново повечето машини са вносни, а качеството им не е особено високо. Самият институт „НИПКИЕП” – мозъкът на електротехническата ни промишленост – беше ликвидиран. Протича процес на постепенна деградация на населението в морално и образователно отношение, придружен с изобилие от национален нихилизъм и забрава на миналото. Някакъв опит за противопоставяне на тези тенденции представлява и настоящата обзорна статия, която има за цел да даде най-обща представа за това, как беше организирана електротехническата ни промишленост на хора, които не са свикнали да четат много. По-любознателните могат да се запознаят по-подробно с материята, прочитайки книгите и сайтовете, дадени по-долу. Настоящата статия представлява повърхностен обзор и не претендира за изчерпателност. Ето защо с радост ще бъдат приети допълнения и всякакви материали, имащи отношение към темата.
Библиография, източници, препратки
1). Симеонов С. – „Завод „Ненко Илиев”, Севлиево” – „Профиздат”, София, Х. 1986 г.;
2). Иванов Н. – „Кратка история на създаването на „Елпром”, гр. Ловеч” – гр. Ловеч, 1985 г.;
3). Георгиев Г. – „ЕЛМА”, Троян – Троян, юни, 2005 г.;
4). Спиров М., Георгиев Ат., Цонев М. – „Електрификацията в България – кратка история” – изд. „Херон прес”, София, 1998 г.; Сайт на бившия завод „Подем”, дн. „Подемкран”, Габрово: http://podemcrane.com (04.ІV.2015);
5). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г. стр. 334 – 346, „Двадесет години завод за електротелферни двигатели” – Велико Търново, 1988 г., и сайтът на предприятието: http://www.elmotbg.com/bg/history.html (04.ІV.2015);
6). Беров Л., Димитров Й., Д. и кол. – „Развитие на индустрията в България” – „Наука и изкуство”, София, 1990 г.;
7). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г. стр. 41 – 49 и П. Дундаров, Г. Гемиджиев, „Никола Белопитов и приятели”, СЕЕС, изд. „Микипринт”, София, 2006 г., стр. 83 – 123;
8). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г. стр. 364 – 373;
9). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г. стр. 161 – 169;
10). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г. стр. 695 – 704 и Спиров М., Георгиев Ат., Цонев М. – „Електрификацията в България – кратка история” – изд. „Херон прес”, София, 1998 г.;
11). Дундаров П. – „Институт по електротехническа промишленост „Никола Белопитов” – история, постижения, значение”, София, изд. „Екопринт” 2004 г. и Дундаров П. – „Институт по електротехническата промишленост „Н. Белопитов” – роля, задачи, перспективи” – сп. „Електропромишленост и приборостроене”, кн. 4, 1983 г.
12). Димитрова М., „Златните десетилетия на българската електроника”, изд. „Труд”, София, 2008 г.;
13). Белопитов Н., Атанасов Т. – „Резултати и възможности за замяна на контактни тела от благородни метали с нанесени по електроискров път материали” – Централен държавен технически архив, фонд 83-А, оп. 1 и П. Дундаров, Г. Гемиджиев, „Никола Белопитов и приятели”, СЕЕС, изд. „Микипринт”, София, 2006 г., стр. 175 – 211;
14). Енциклопедия България, том 1, Издателство на БАН, София, 1878, стр. 152;
15). Спасов В., „Развитие на асинхронните двигатели у нас” – „Електропромишленост и приборостроене”, кн. 9, 1977 г.;
16). Дундаров П., Спасов В. – „Нова единна серия асинхронни двигатели – дело на социалистическата интеграция” – „Електропромишленост и приборостроене”, кн. 12, 1979 г.;
17). Атанасов Т., Рачев Д., Джифаров Б., Овчаров Д., Сарафов С., „Нова серия взривозащитени въжени електротелфери” – „Трудове на НИПКИЕП”, том 5, 1969 г.;
18). Дундаров П. – „Институт по електротехническа промишленост „Никола Белопитов” – история, постижения, значение”, София, изд. „Екопринт” 2004 г., стр. 57, 246, 247;
19). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г. стр. 742 – 749;
20). http://www.elpromch.com и https://www.youtube.com/watch?v=YgLnZv3nD14 (04.ІV.2015);
Допълнителна литература
1). К. Станилов, Цв. Христов, П. Дундаров, „История на електротехническата промишленост в България”, София, 2007 г.;
2). Дундаров П. – „Институт по електротехническа промишленост „Никола Белопитов” – история, постижения, значение”, София, изд. „Екопринт” 2004 г.;
3). П. Дундаров, Г. Гемиджиев, „Никола Белопитов и приятели”, СЕЕС, изд. „Микипринт”, София, 2006 г.;
4). Атанасов Т., Гаджев Н., „Експлоатация и ремонт на електрическите машини”, изд. „Техника”, София, 1963 г.;
5). Дончев Г., Стамболиев Г., „Справочник по експлоатация и ремонт на електрически двигатели”, изд. „Техника”, София, 1970 г.;
6). Попов И., „Електрически машини”, т. І-ІV, изд. „Техника”, 1959 г. и по-късни издания;
7). Попадиин С., „Електрически микромашини”, ч. 1 и 2, изд. „Техника”, София, 1970 г.
8). Цанков Йорд., „Изпитване на електрическите машини”, изд. „Техника”, София, 1968 г.;
9). Александров Х., „Обща електротехника”, изд. „Техника”, 1960 г. и изд. „Народна просвета”, 1967 г.;
10). С. Милев, К. Василев, Х. Божилов, Н. Капитанов, „Силнотокова техника и технология”, ч. 1 (ДИ „Техника”, 1966 г.) и ч. 2 (К. Василев, Н. Капитанов, В. Петров, ДИ „Техника”, 1969 г.;
11). Попов И., „Обща електротехника”, изд. „Наука и изкуство”, 1953 г. и по-късни издания;
12). И. П. Копылов, Б. К. Клоков, „Справочник по электрическим машинам”, Енергоатомиздат, 1988 г.;
13). Лалов И., „Електричество и магнетизъм”, университетско изд. „Климент Охридски”, 2013 г. и по-ранни издания;
14). Попов Хр., „Електродинамика”, изд. „Наука и изкуство”, 1989 г. и университетско изд. „Климент Охридски”, 1995 г.;
15). G. Trinkaus, „The Lost Inventions of Nikola Tesla” или „Утраченные изобретения Николы Теслы”, М.: Яуза, Эксмо, 2009 г.;
16). Вольдек А. И., „Электрические машины”, Л.: „Енергия”, 1978 г. и Вольдек А. И., Попов В. В., „Электрические машины. Машины переменного тока”, изд. „Питер”, 2010 г.;
17). „Проектирование электрических машин” – под радакцией И. П. Копылова, Москва, 1980.
Сайтове в световната мрежа
1). http://bg.wikipedia.org/wiki/Асинхронен_двигател (04.ІV.2015);
2). http://nbelopitov.info/publications.html (04.ІV.2015).
3). http://www.edisontechcenter.org (04.ІV.2015).
4). http://www.eldvigateli.com (04.ІV.2015)..
5). http://www.ihbelectric.com/bg/ (04.ІV.2015) (04.ІV.2015).
6). http://www.mmotors.bg/bg/pages/1/За-нас.html и http://mmotors.eu (04.ІV.2015);
7). http://www.elmotbg.com (04.ІV.2015);
8). http://balkanskoecho.com (04.ІV.2015);
9). http://www.elprommotors.com/index.php?lang=bg (04.ІV.2015);
10). http://sparkygroup.com/bg/factories/sparky-eltos-ad.html (04.ІV.2015);
11). http://www.elpromch.com (04.ІV.2015);
12). http://www.hhi-co.bg/bg/ (04.ІV.2015);
13). www.induction.ru (04.ІV.2015);
14). http://www.bistra99.com (04.ІV.2015);
15). http://www.dynamo-bg.com (04.ІV.2015).
16). http://www.balkanska-zvezda.eu/bg (04.ІV.2015)
17). http://www.eldvigateli.com/ (03.VІІІ.2015)
Автор: инж. Станислав Запрянов
Ключови думи: Електрически машини, асинхронен двигател, синхронен генератор, генератор, трансформатор, трифазен двигател, кабели, изолатори, телфер, електрокар, асансьор, агрегат, електромотор, ел. мотор, ел. двигател, ел. машини, ВЕЦ, завод, дизелов агрегат, динамо, електротехника, промишленост, електротехническа промишленост.



Comments (5)
Уважаеми Господа,
Тъй като Сте използвали няколко снимки от нашия цех в статията, най-учтиво Ви моля да добавите връзка и към нашия уеб-сайт:
ЕЛИН ИНЖЕНЕРИНГ ООД
Писах на автора и добавих връзката.
Успешна дейност!
Извинявам се за грешката. Имало ни!
В такъв случай поздравления за пълната статия и вложения труд.
Направо съм възхитен, ще се радвам да се запознаем.
ЕЛЕКТРОДВИГАТЕЛИ
Здравейте,
Защо казвате, че „НИПКИЕП” е бил ликвидиран?
Това не е ли сегашното Елпром ИЕП?
Поздрави!
Здравейте!
Ще се радваме, ако не е и действително има приемственост.
Въпроса можете да отправите към автора на статията на е-поща sasho54@gmail.com